Production Planning and Control

Scheduling methods used in shipbuilding are unique to each yard and generally reflect practices developed from experience. An overall schedule which is most useful to both management and production departments is one which highlights major tasks and events, and which shows the sequence of work and the relation of the various tasks to each other and to the whole project.
The basic principle in network flow is the task-to-task relationship. That is, task С cannot start until its two prerequisite tasks A and В are completed. There is, of course, the usual task-to-time relationship for each task. These principles have always been employed in one form or another throughout industry, but the computer has now made it possible to utilize to the fullest these principles in network form.
Network Flow Scheduling technique is often used for controlling large, complex, and possibly non-repetitive projects. Examples of the technique are PERT (Program Evaluation and Review Technique) and CPM (Critical Path Method), both of which provide a means of representing graphically the different operations that make up a project. These networks can be revised to show the effects of adjustments to a schedule necessitated by changes in design, delays, etc. It is also possible to treat the network statistically in order to obtain an idea of the probable longest and shortest times for completion of a project.
It is important to keep networks as simple as practicable and to eliminate all relatively unimportant tasks; otherwise, the network will be too cumbersome to be of significant value. If it is found necessary to reduce the total time along the Critical Path, overtime, rescheduling, or subcontracting work may be employed. Due to the branching effect of the network, it is visually more economical to reduce the time allotted for earlier tasks .
.
Overlapping of tasks is always a difficult problem to handle. In some instances, there will be several overlapping steps between the start of a drawing room activity for a particular job and the completion of the job. For example, in the case of ventilation systems, one portion of a job might be drawn and fabricated before the drawing room activity for the remaining portion of the same job has been completed.
As revisions are made to a schedule, a new Critical Path may be created. It is important to point out that there will be several paths, perhaps in different areas, which will be considered critical. In fact, each department will have its own critical tasks.
Abbreviated networks are useful for investigating selected areas of interest and for simplifying the more complex networks for management use. Occasionally, it may be necessary to blend one network with networks of other contracts to aid in maintaining a fairly constant work force or to make multiple purchases for several contracts.
The Gantt Chart is particularly useful for management in general and for the less complicated jobs such as for shipyard work in particular. The Gantt type chart is a multiple-bar chart showing the main activities with accompanying 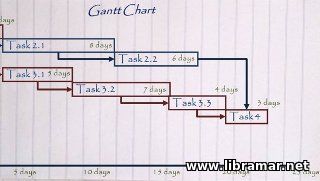 key dates laid out along a time base. Since the chart must show the relationship between various activities, the same principles as employed in network flow are used in its development.
key dates laid out along a time base. Since the chart must show the relationship between various activities, the same principles as employed in network flow are used in its development.
Materials and Component Parts
The scheduling of purchases and deliveries of materials and component parts requires great care to ensure a flow of needed material to the yard without overstocking. For some items, factory or pre-installation tests are required.
It is general practice to purchase semi-finished and sublet joiner work, floor covering, insulation, and other outfitting items. Important components such as boilers, main propulsion units, and auxiliaries may be subcontracted as complete units. This procedure requires early settlement with the vendor of components and agreement on dates for delivery. Further, it is customary for the shipbuilder to keep in close contact with the progress of work in the vendor's plant.
Procurement on some items includes design and development by the vendor. In these cases, the level of responsibility should be stated clearly. This is particularly important if subsequent changes are found necessary in either the vendor item or associated ship items. There is also an interdependence of shipyard plan work required by the vendor and of vendor information required by the yard.
Labor-load curves are prepared for various departments, and this is done at an early stage for the information of the employment office and department heads. Such an early prediction can be approximate only, but revised schedules can be made and issued periodically. It is desirable to furnish the department heads with regular statements of labor hours expended for com¬parison with labor hours budgeted.
Production Control
Because there are many different parts of a ship being worked on simultaneously, there is a need to monitor the progress of work in order that management will know what is actually happening. In some yards, this is done by a production control group. Since ships are rarely built without deviations from planned schedules, this group must be able to anticipate, or at least pinpoint, problems as they develop so that management can take remedial action.
As accurate basic production information is accumulated, better first estimates and fewer problem areas can be expected. In some instances, the information source for the progress of work has been cost accounting procedures. Through additional programming of a computerized accounting system it has been possible to monitor the expenditures associated with the progress of some elements of work and from this extract work progress data.



The "Read Later" function allows you to add material to this block with just one click. Just click on the icon and read the articles that interest you at any convenient time.