Welding Processes

As used herein, the term semi-automatic process means that the electrode is manipulated manually and all other welding parameters including rate of electrode feed are controlled automatically; automatic process means all parameters including electrode manipulation are automatic.
Shielded Metal Arc Welding
SMAW is a process where heat is produced by an electric arc between a covered metal electrode and the work. The arc melts the metal of the electrode and the spray or droplets formed transfer across the arc to coalesce as a molten pool before solidifying as weld deposit. The transfer mechanism involves a combination of complex phenomena of arc physics. The formulation of the 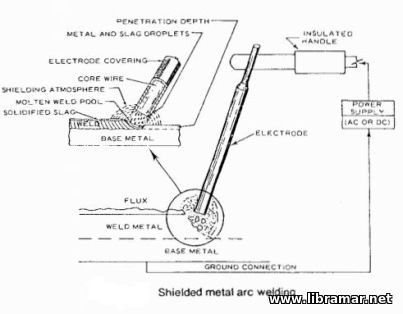 cellulose or mineral base electrode covering assures that the covering will decompose or melt in the arc in an appropriate manner and rate, and accomplish the following:
cellulose or mineral base electrode covering assures that the covering will decompose or melt in the arc in an appropriate manner and rate, and accomplish the following:
• provide a gas or slag environment which shields the metal from the atmosphere during metal transfer and solidification; • establish a favorable electrical environment for arc stability;
• provide a slag covering for the deposited molten weld metal which refines the metal and may, in some cases, provide alloying additions; and,
• influence the fluidity of the molten weld metal which in turn influences the shape and contour of the deposited weld bead. Since the covering has a great influence on the transfer and natures of the resulting weld deposit, it is important that coverings be kept free of contaminants such as moisture or grease which could alter their characteristics.
Gas Metal Arc Welding
GMAW is an automatic or semi-automatic process in which a welding arc is formed between the work and bare electrode. The 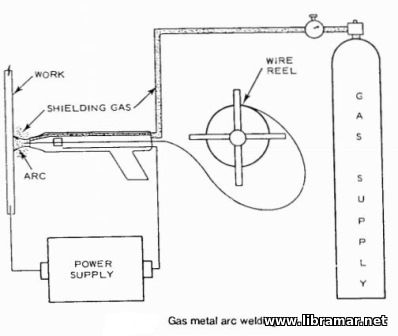 electrode is continuously fed from a spool which may weigh from 0.5 to 23 kg. An inert gas shields the arc and molten weld area from the atmosphere; such shielding is analogous in function to that of the covering in the SMAW welding-Carbon dioxide, argon, or helium or a combination of gases is used for shielding. When argon or helium are used for shielding the process is relatively expensive and is not generally used when more economical welding processes are applicable.
electrode is continuously fed from a spool which may weigh from 0.5 to 23 kg. An inert gas shields the arc and molten weld area from the atmosphere; such shielding is analogous in function to that of the covering in the SMAW welding-Carbon dioxide, argon, or helium or a combination of gases is used for shielding. When argon or helium are used for shielding the process is relatively expensive and is not generally used when more economical welding processes are applicable.
Gas Tungsten Arc Welding
GTAW is similar to the aforesaid Gas Metal Arc Process except that a tungsten electrode is substituted for the continuously fed filler metal electrode of the GMAW process; in GTAW the filler metal is provided by a weld rod which is fed so that its end is melted by the welding arc maintained between the tungsten electrode and base metal. Argon or helium is used as shielding 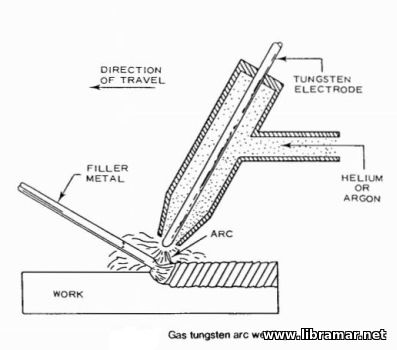 gases.
gases.
Flux Cored Arc Welding
FCAW is similar to the GMAW process except that the inert gas shielding is replaced by a flux which is located in the core of the filler wire; the flux, when exposed to the welding arc, provides appropriate shielding and to some extent is analogous to the covering of the electrodes used in SMAW welding. Some variations use CO2 or CO2+ argon mixtures for auxiliary shielding. The process which is primarily used for steels, offers a means for achieving the economy of semi-automatic welding for many applications where the relatively slower but versatile SMAW process was previously 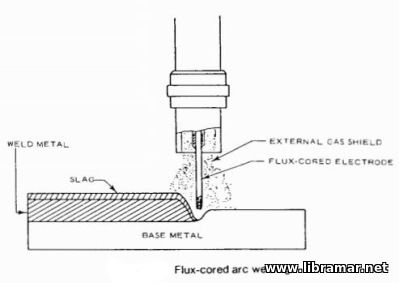 used.
used.
Submerged Arc Welding SAW
In this semi-automatic or automatic process an arc is maintained between a continuously fed spool and a work area. The welding zone is completely buried and shielded under a granular flux or melt provided from an independent feed tube. The flux or melt, when molten, maintains an electrical path of high current density which generates a great quantity of heat. The insulating characteristics of the flux concentrate the heat in the weld area and induce significant melting of base metal as well as welding electrode. Under such conditions, high welding speeds, high deposition rates, significant melting of base metal, and deep weld penetration can be achieved. SAW with two- or three-wire electrodes instead of a single wire provides even higher welding speeds and deposition rates.
Because of these features SAW is a frequently used automated welding process in steel ship construction. Common practice in making a sub-assembly of full penetration welds in a panel line is to submerge arc weld a sub-assembly of several plates from one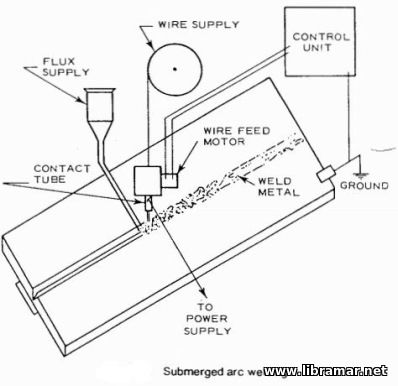 side, turn the sub-assembly and complete each weld from the second side; welding from both sides is usually necessary to assure complete weld fusion. However, SAW welds with sound roots can be made from one side only, thereby eliminating the cost and time consumed in sub-assembly turning and re-welding from a second side. This form of the process designated as one-side welding requires close control of joint fit, plate waviness, and weld parameters. Additionally, a special backing or tape on the back side of the joint is usually necessary to contain the molten weld metal at the root so that it forms a sound weld deposit of satisfactory contour.
side, turn the sub-assembly and complete each weld from the second side; welding from both sides is usually necessary to assure complete weld fusion. However, SAW welds with sound roots can be made from one side only, thereby eliminating the cost and time consumed in sub-assembly turning and re-welding from a second side. This form of the process designated as one-side welding requires close control of joint fit, plate waviness, and weld parameters. Additionally, a special backing or tape on the back side of the joint is usually necessary to contain the molten weld metal at the root so that it forms a sound weld deposit of satisfactory contour.
Electroslag, ES and Electrogas EG Welding
These are high deposition rate processes analogous to the SAW and GMAW processes respectively, except that the molten weld pool is contained within movable copper shoes at each side of the weld joint. A variation of the electroslag method, which uses a consumable guide tube instead of a permanent tube has been used for 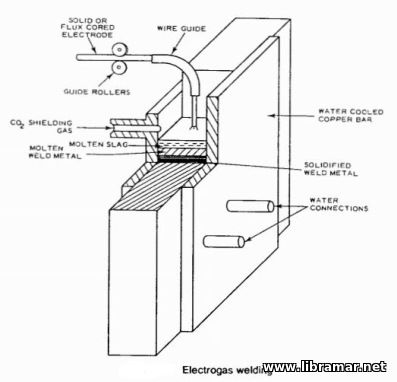 applications such as butt welding of underdeck longitudinals. Because of the exceptionally high deposition rates and large molten weld pools, arrangements are only available for vertical welding. In ES welding, a bar or strip is occasionally substituted for the one or more electrodes.
applications such as butt welding of underdeck longitudinals. Because of the exceptionally high deposition rates and large molten weld pools, arrangements are only available for vertical welding. In ES welding, a bar or strip is occasionally substituted for the one or more electrodes.
Exceptionally thick materials may be welded in a single pass and in the case of ES welding, materials in excess of 400 mm thick have been welded in a single pass. Appreciably higher speeds are attained as plate thickness decreases and as thicknesses approach 12 mm welding speeds of more than 10 times those shown are attained. Because of their relatively high heat input rates, ES and EG welding cause a greater degree of grain growth and other metallurgical changes in the weld heat affected zone, HAZ, than other processes. In some cases these may adversely affect HAZ properties, such as toughness, to the extent that use of the process must be restricted.
Stud Welding
SW as used in shipbuilding, is an arc welding process wherein an arc is maintained between a stud or similar piece and the work, for a predetermined time so that both are properly heated. The stud is then brought to the work by spring pressure. A ceramic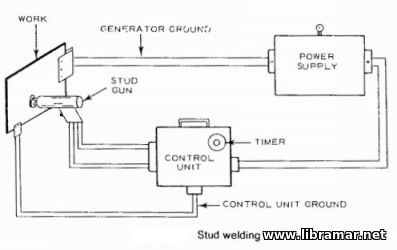 ferrule is sometimes used to provide partial shielding and some contour. The process is accomplished with an automated welding gun, power source, and control panel; the control panel regulates electrical parameters, welding arc time, arc distance, and the imposition of pressure between stud and work at the end of the welding cycle. The process is widely used in shipbuilding for attaching a wide variety of items such as studs, clips, hangers, and insulation pins to structural members.
ferrule is sometimes used to provide partial shielding and some contour. The process is accomplished with an automated welding gun, power source, and control panel; the control panel regulates electrical parameters, welding arc time, arc distance, and the imposition of pressure between stud and work at the end of the welding cycle. The process is widely used in shipbuilding for attaching a wide variety of items such as studs, clips, hangers, and insulation pins to structural members.
The "Read Later" function allows you to add material to this block with just one click. Just click on the icon and read the articles that interest you at any convenient time.