Designing for Welding

Economy in ship construction and improvements in the serviceability and service life of ship structures can be enhanced if several principles basic to welded construction are observed in the design process. These principles are derived both from service experience and from studies of the causes and prevention of structural failures in ships.
Base Metals
The mechanical toughness and corrosion properties of the base metals selected should resist excessive degradation from welding and forming practices. This precaution is particularly applicable to those materials whose properties have been enhanced by heat treatment or cold work. In addition, when materials of widely differing corrosion resistant characteristics are joined, possible 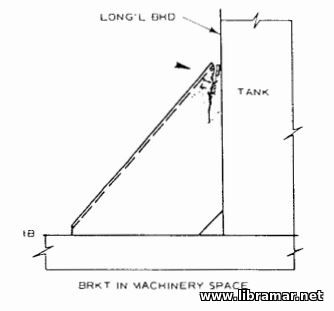 adverse galvanic corrosion effects should be considered.
adverse galvanic corrosion effects should be considered.
Examples of degradation which may be encountered are:
• Loss of toughness in the HAZ of some steels, particularly some higher strength steels, where weld procedures with excessively high heat input rates have been used.
• Loss of strength, ductility, and corrosion resistance in the HAZ of the heat treatable aluminum alloys.
• Accelerated corrosion attack on carbon steel located adjacent to an area overlayed with a stainless steel.
• Loss of ductility and toughness in materials subjected to excessive cold forming.
Stress Concentration
Points of high stress concentration such as may be introduced by a flaw or an abrupt change of geometry at an intersection have been identified as potential sources of brittle fracture initiation. Surveys have shown that they can be a primary source of fatigue 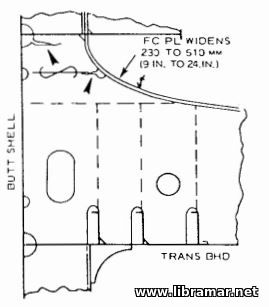 cracking which produces many of the nuisance cracks. Such cracks can represent significant cost items in respect to their interruption of normal ship operations, and the time and effort required for their repair. Areas of high restraint where high weld residual stresses can develop should also be minimized.
cracking which produces many of the nuisance cracks. Such cracks can represent significant cost items in respect to their interruption of normal ship operations, and the time and effort required for their repair. Areas of high restraint where high weld residual stresses can develop should also be minimized.
Joint Design
The attainment of a sound weld joint and its proper inspection can only be achieved if appropriate clearances are provided. In considering this aspect, the designer should take into account the production weld process and inspection method. Access requirements for some automatic and semi-automatic weld processes may differ among each other as well as be different from shielded-metal arc welding. The extent to which adequate or inadequate access is provided could control the degree and facility to which an automated weld process could be considered which could in turn represent a significant production cost factor.
Overall Design
Direct overall design to minimize the probability of transverse fractures. In some cases this may involve the use of material of superior toughness or the judicious incorporation of designs of special geometry or redundant structure which would interrupt a transversely running crack.
Avoid Excessive Welding - In some cases overwelding may result in the imposition of excessively high welding stresses.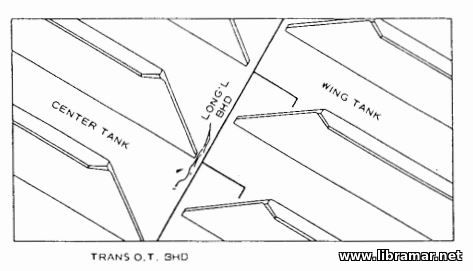
Through Thickness Loading
Since most conventional hull steels are not provided with minimum specified through thickness properties, they may exhibit weakness under such a loading condition. Where through thickness loading in a structure cannot be avoided by a design modification, special materials with enhanced through thickness properties should be considered.
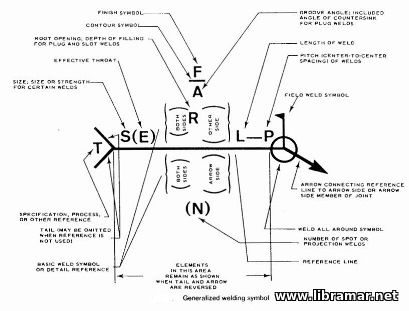
Welding and Nondestructive Testing Symbols
Welding symbols are used to communicate a designer's and fabricator's requirements to those concerned with design, design review, and fabrication of a structure. While preliminary design may require few details of weld joints, the requirement for inclusion of more details increases as the development of plans progress through the preliminary design to contract design and working plan stages.
 Detail design plans, when used in the shipyard, should contain complete details of the welds and any nondestructive tests that may be required. When plans form the basis of a contract, omission of any special requirements in respect to extent of penetration, finish, post weld nondestructive test examination etc. could lead to disputes between the purchaser and fabricator. When such details are omitted in final fabrication plans of the shipyard, such omission may allow for inadequately penetrated, finished or inspected welds.
Detail design plans, when used in the shipyard, should contain complete details of the welds and any nondestructive tests that may be required. When plans form the basis of a contract, omission of any special requirements in respect to extent of penetration, finish, post weld nondestructive test examination etc. could lead to disputes between the purchaser and fabricator. When such details are omitted in final fabrication plans of the shipyard, such omission may allow for inadequately penetrated, finished or inspected welds.

The "Read Later" function allows you to add material to this block with just one click. Just click on the icon and read the articles that interest you at any convenient time.