Steel Ordering and Storage

Ordering of Steel
Mill orders are normally prepared by the drawing room, with the plate sizes being lifted from ship plans or plating models or, alternatively, obtained directly from computer printouts. Each piece of steel is assigned an identifying mark on the plan and on the bill of material. Plates to be severely hot-formed are ordered somewhat thicker than the required size in order to allow for the thinning down that occurs during the forming process.
There are price extras for very narrow, very wide and odd gage plates. Plates in the 1830 to 2286 mm (72 to 90-in.) width range are the least expensive per unit weight. The most economical sizes for the shipyard are determined after considering all related factors including the number of welded seams. Selected even-gage plates cost less per unit weight. In English units, the even gages are normally every 1/32 in. for plates up to 1/2 in. thick and every 1/16 in. for plates over 1/2 in. thick. In metric units, even gages are normally every one mm for thin plates and every two or more mm for the thicker plates.
The exact called-for grade of steel may not be obtainable for some ship repairs or when a small amount of steel or a special grade of steel is required. It is then necessary to obtain a proper substitute. Specific classification society approval of the substitute might be required, especially when ASTM and other non-ship grades are involved.
There has been little effort to increase the amount of standardization of plate or shape sizes beyond that normally adopted because such increases have been considered to be of little, if any, economic value.
Design work on structures incorporating large castings or forgings, such as a stern frame, is started early due to the long lead time required for these large items./p>
Steel Storage
Steel is shipped regularly to the shipyard in the established sequence of planned fabrication. Larger inventories would normally be neither desirable nor maintained
Plates are flat stacked in the designated piles by means of the multiple-magnet cranes. Flat stacking has been found to be more efficient than storing the plates vertically on edge. In some yards, as carloads of incoming steel get delivered, the plates, many of different sizes, are stacked in designated piles according to the job. Designation marks may be placed on the plates at the steel mill along with the approval stamp markings so that the plates can be stored in the correct designated pile when received.
In some cases, there may be many plates of one thickness but of two or more different types or grades. This poses 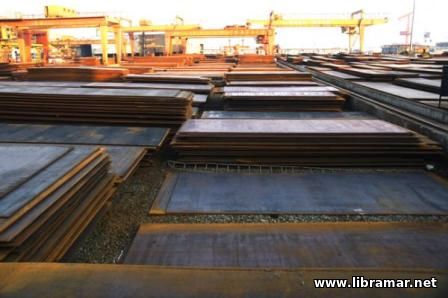 a problem in steel segregation not only in storage but also throughout the construction period. Therefore, mill orders should distinguish between the grades of steels, and identifying markings should be made clear. Sometimes, different colored pre-construction priming paints are used to identify the various grades of steel.
a problem in steel segregation not only in storage but also throughout the construction period. Therefore, mill orders should distinguish between the grades of steels, and identifying markings should be made clear. Sometimes, different colored pre-construction priming paints are used to identify the various grades of steel.
Clad plates must be specially handled and stored because the cladding is very thin and can be easily damaged and because foreign matter must be prevented from becoming imbedded in the cladding. Clad plates are usually received with a paper or plastic covering on the cladding. Stacked plates are separated by wood strips. Obviously, plate grabs with serrated teeth should not be used for handling these plates.

The "Read Later" function allows you to add material to this block with just one click. Just click on the icon and read the articles that interest you at any convenient time.