Weldability. Hot and Cold Cracking.

In the course of the welding cycle three events occur:
- 1. Filler metal and contiguous base metal are melted and resolidify to form a fused connection.
- 2. The heat effect of welding subjects the adjacent base metal to a thermal gradient ranging from above the base metal melting point to ambient temperature. The heat affected zone, HAZ, and deposited weld metal then cool to ambient temperature. As indicated in the picture, the variety of metallurgical structures produced in this heat affected zone includes those exposed to the various temperatures which produce resolidification of melted base metal, grain growth, grain refinement, or modification of metallurgical microstructure.
- 3. The solidification of molten metal, as well as the metallurgical phase changes, induce plastic flow and develop residual stresses which may exceed the yield point in magnitude; thus resulting in structural distortion
Hot Cracking
When cracking occurs at elevated temperatures, the crack is usually intergranular, meaning between grain boundaries. Such 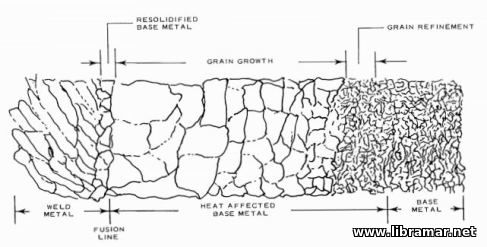 cracking is associated with excessive solidification and cooling stresses acting on constituents present at the grain boundaries which are relatively weak at elevated temperatures. The weakened grain boundary may consist of specific low melting constituents such as sulfides in steel. In other cases the deposition of a weld bead of unfavorable geometry may impose excessive cooling stresses on the hot weld deposit which has relatively low strength at elevated temperature.
cracking is associated with excessive solidification and cooling stresses acting on constituents present at the grain boundaries which are relatively weak at elevated temperatures. The weakened grain boundary may consist of specific low melting constituents such as sulfides in steel. In other cases the deposition of a weld bead of unfavorable geometry may impose excessive cooling stresses on the hot weld deposit which has relatively low strength at elevated temperature.
For example, in submerged arc welding, weld beads such as those shown in the picture, would tend to form a center section which solidifies last and remains at an elevated temperature after the surrounding metal has solidified and cooled. The low strength at the grain boundaries of the material at elevated temperature is inadequate to resist the thermal stresses, and hot cracking occurs. Such cracking, can usually be readily prevented by changing weld parameters to produce a bead of more favorable contour.
Cold Cracking - Hydrogen Cracks or Delayed Cracks
The role of hydrogen is an important consideration in the welding of ship steels. Hydrogen-bearing compounds such as water or organic compounds present on the filler metal surface, in electrode coverings, or on base metal surfaces may dissociate in the welding arc to form atomic hydrogen.
The atomic hydrogen penetrates and is highly soluble in molten steel weld metal and the zone of adjacent heat affected steel which has been transformed to a phase known as austenite; the austenite 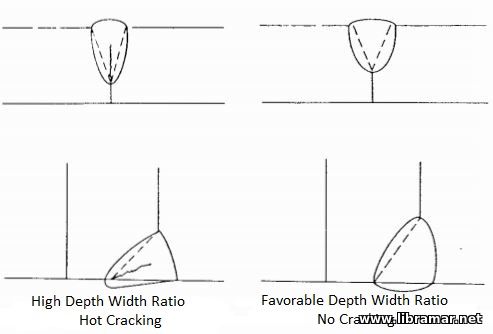 forms when the heat affected zone of a steel is heated above a critical temperature, (approximately 900°C (1,640°F), for structural steels.
forms when the heat affected zone of a steel is heated above a critical temperature, (approximately 900°C (1,640°F), for structural steels.
As the solidified weld metal and austenitized heat affected zone cool to ambient temperatures, they are transformed into non-austenitic phases which release most of the dissolved hydrogen from solution, since hydrogen is practically insoluble in these phases.
When hydrogen is released from solution in the presence of a hard zone in the microstructure and a high residual stress field, a condition known as hydrogen cracking may occur. Since the time of such cracking varies from immediate to several days or weeks after the completion of welding, the phenomenon is also known as delayed cracking.
The tendency for such cracking varies directly with the magnitude of:
- 1. hydrogen concentration,
- 2. local metal hardness,
- 3. residual stress.
Hydrogen delayed cracking is the most important and troublesome form of cracking encountered in welding of the higher strength ship steels.
The "Read Later" function allows you to add material to this block with just one click. Just click on the icon and read the articles that interest you at any convenient time.