Aluminum Alloys and Welding Dissimilar Metals

Aluminum alloys used in marine construction are readily weldable with the inert-gas arc-welding processes; Gas Metal Arc, GMAW or MIG, and Gas Tungsten Arc, GTAW or TIG. The former process predominates because of its higher production speeds and greater economy. In welding aluminum, particular care should be taken to see that all surfaces in the way of welding are clean and free of contaminants, such as water stains, oxide films, and anodized layers; when present, they may be removed. Preheat is not generally needed except when welding exceptionally thick sections, under conditions of high restraint, when humidity is very high, or when temperatures are below 0°C. For the 5000 series alloys, prolonged preheating or exposure in the 65°C to 200°C range should be avoided, since it could sensitize the alloys to corrosion.
Welding Effect on Base Plate
Welding of the 5000 series alloys, where strength is usually derived from work hardening, produces a zone within approximately 13 mm to 25 mm of the weld where yield and tensile strength of base metal are reduced to values approximating annealed base plate properties This zone of reduced strength must be taken into account in design calculations. In the case of heat treatable alloys a greater degree of tensile and yield strength degradation occurs; in addition, ductility and corrosion resistance are also severely degraded.
Welding Dissimilar Metals
The possibility of adverse effects resulting from galvanic corrosion should he considered whenever dissimilar metals are joined. In some in stances special precautions, such as the application о coatings in the vicinity of the dissimilar metal joint may be indicated. The most common dissimilar metal combinations that are used in shipbuilding are stainless steel to carbon steel, and aluminum to carbon steel.
Stainless Steel to Carbon Steel
In welding stainless steel to carbon steel appropriate precautions should be taken to minimize deleterious effects associated with dilution о the stainless steel by the carbon steel base metal. Excessive dilution can produce crack-sensitive weld metal near the carbon steel interface. When stainless steels similar to the 18 percent chromium-8 percent nickel type commonly used in shipbuilding are joined to carbon steel, nickel-rich stainless filler metals such as type 309 or 310 are generally recommended for any stainless steel weld layers which come in contact with the carbon steel.
stainless steel weld layers which come in contact with the carbon steel.
When butt welding stainless clad steels, the carbon steel side is usually welded first with the appropriate carbon steel filler metal; particular care must be exercised to prevent the carbon steel weld deposit from impinging on the stainless steel overlay. The second side is then welded with a nickel-rich stainless steel filler wire such as type 309 or 310. If the carbon steel layer is relatively thin, the entire weld may be made with the 309 or 310 filler metal. Similar procedures are usually used for welding other clad carbon steels; i.e., deposition of carbon steel filler metal on the cladding is avoided, and a filler metal that is compatible with the cladding and the underlying base metal is used.
Steel to Aluminum
When joining steel to aluminum consideration should be given to the possibility of galvanic or crevice corrosion. Galvanized and stainless steel fasteners have been used to join steel to aluminum by mechanical means using rivets or fasteners. Aluminum is not 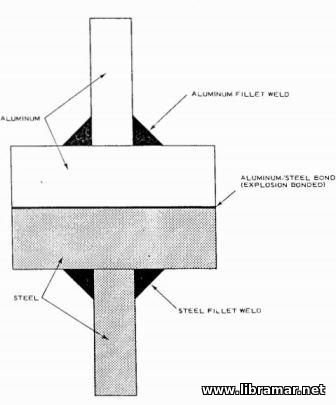 weldable to steel by conventional welding methods. To effect welded joints between aluminum and steel an inter-mediate composite plate material consisting of an aluminum and a steel layer is used. The bond between the aluminum and steel in the composite aluminum-steel plate, is made by special manufacturing processes such as explosion bonding.
weldable to steel by conventional welding methods. To effect welded joints between aluminum and steel an inter-mediate composite plate material consisting of an aluminum and a steel layer is used. The bond between the aluminum and steel in the composite aluminum-steel plate, is made by special manufacturing processes such as explosion bonding.
Each plate side is then welded to similar material to form the configuration shown on the picture. This type of joint can be used for many purposes where an aluminum structure fastens to a steel structure. Familiar applications are the joint connecting the upper aluminum skirt plate and the lower steel skirt plate on some LNG carriers and the connection of aluminum deckhouses to steel decks. This type of connection has certain advantages in weather areas as regards corrosion compared to bolted or riveted connections.

The "Read Later" function allows you to add material to this block with just one click. Just click on the icon and read the articles that interest you at any convenient time.